


制品外观要求:1)产品的厚度均匀偏差小 2)片材平直度≤2cm/20m;平整度≤0.5cm/20m 3)收卷长度范围:收卷直径1000mm
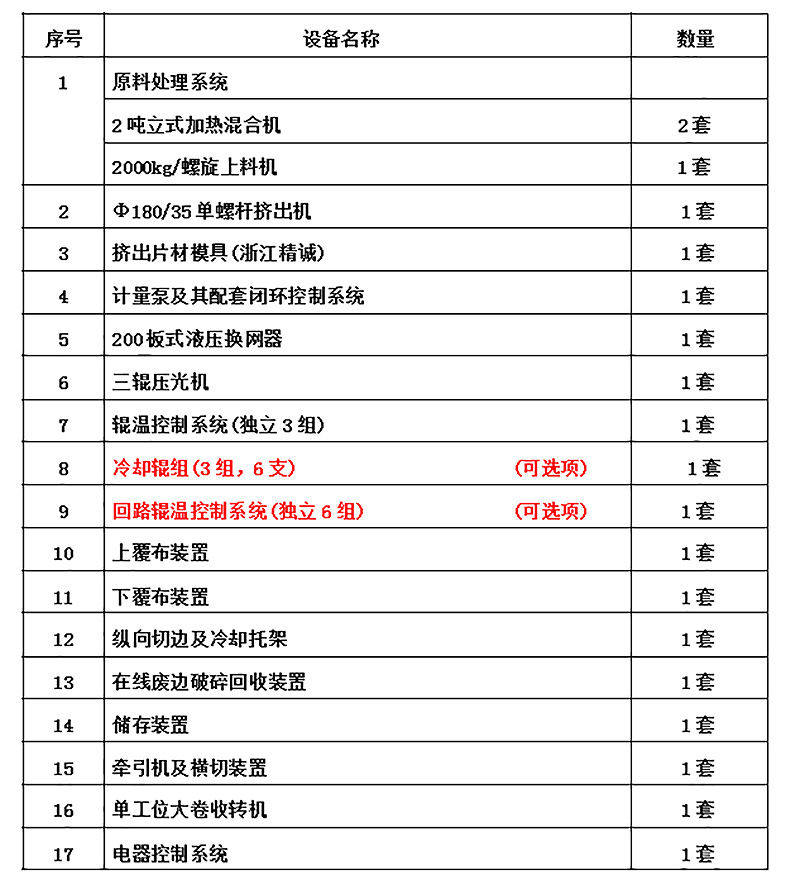
三、设备部分具体配置描述
1、 原料处理系统:
配1 SJ180/35挤出机
1) 2吨立式混合机 2台
箱体:不锈钢304制作
容积:2吨
搅拌形式:立式螺旋提升,混合搅拌,带加热功能。
2) 真空上料机 1台
输送量:1200Kg/h
2、Φ180/35单螺杆挤出机
Φ180/35单螺杆挤出机参数 : (产量1200公斤/小时)
2.1 螺杆直径: 180
2.2 长径比: 35:1
2.3 螺杆材质、机筒材质: 38CrMoAla
2.4 氮化处理后氮化深度: 0.5-0.7mm
2.5 螺杆硬度: ≥HV740
2.6 机筒硬度: ≥HV940
2.7 加热功率: 17.5kw※5区+11kw
2.8 机筒冷却方式: 8区风冷却
2.9 驱动主电机: 400KW(直流电机)
2.10 变频器品牌
2.11 减速箱: 杭州萧山曙光
2.12 传动方式: 联轴器(直联)
2.13西门子控制系统,人机交互界面,12寸电脑屏,模块化温控,溶压控制,过载,c压自动保护
3、模头技术参数
适用原料:HDPE、TPO、EVA
配使用挤出机型号:挤出机180 ,生产线速:3m/min
配使用挤出机产量:1500KG/每小时
模唇有效宽度:4300mm
宽度调节方式:厚度调节范围mm
制品宽度: 4000mm
制品厚度: 0.5-2mm
模唇调节方式:上模唇推式弹性微调,下模唇可预调节。
流道形式: 衣架式
阻流棒: 无
分区: 模体(20)区 模唇( / )区
侧板(各1)区 联接器( / )区
电压:(220V)50Hz
每区功率: 5KW以内
接线方式: 接线槽封闭接线 德国接插件
模头材料: 1.2311A钢材
加热元件: 不锈钢加热棒
紧固件(螺丝):12.9高强度
抛光精度: 模唇流面抛光精度0.015-0.02(um),其它流面抛光精度0.04-0.05um)。
电镀: 模头流面镀硬铬处理,厚度0.03-0.04mm,硬度60-65Rockwellc,外表面镀铬层厚度0.01-0.02mm。
安装方式: 平挤出或下挤出或 45°斜挤出安装(供选择)
进料方式: 中央圆方口进料
4、熔体计量齿轮泵(泵体)技术参数
适用原料:HDPE、TPO、EVA
产量:1200-1500KG/H
型号:GD-E110
转速:(10-90)转可调/分钟
排量:716CC
正常使用产量:(291.7-2624.9)公斤/小时
泵体材料:铬镍合金钢、 镍基合金钢
电压:(380V)50Hz/三相
加热功率:10KW
驱动功率:30~45KW
粘度:z大30.000Pas
z大出口端压力:320bar
进料端压力:z高120bar
z大压差:200bar
加热元件: 不锈钢加热棒
接线方式:专用接线盒封闭接线
紧固元件(螺丝): 12.9高强度
计量泵传动部分:
1.37KW变频电机
2.1:31.5减速箱(卧式)
万向轴(中心高1200mm)
控制系统部分:
1.压力传感器:1.泵前熔体压力传感器
2.泵后熔体压力传感器,泵前压力闭环控制系统
3.网前溶体压力传感器
5、200型液压快速过滤器技术参数
适用挤出机型号、数量:配φ180高速单螺杆挤出机使用,产量1200kg/h以下
换网器规格型号:双工位板式换网器
轮廓尺寸: L1(165mm),L2(1000mm),L3(270mm)
换网器重量: 490kg
过滤网板直径: Φ200mm
过滤有效面积: 2×200CM2
适用材料: HDPE、TPO、EVA
工艺温度: ℃
承受熔体压力: z高压力35 Mpa,建议正常使用≤30Mpa以下
过滤网板: 换板过程自动排气<连续换网>
材料: 38CrMoAl
加热方式: 不锈钢加热棒
电压: ( 220V )50Hz/单相
加热功率: 10.8KW(分一区加热,共6根加热管,每支功率1800W)
热电偶孔规格: 根据客户定做,未做说明时螺纹规格M12×1.5,热电偶或铂电阻由供方提供。
适用产量: ( 300—700 )KG以下/每小时。
双阀液压站系统:由电机、油泵、压力继电器、换向阀、调压阀等组成。
液压站油管长度配置:共4支,3米或5米长由需方确定。
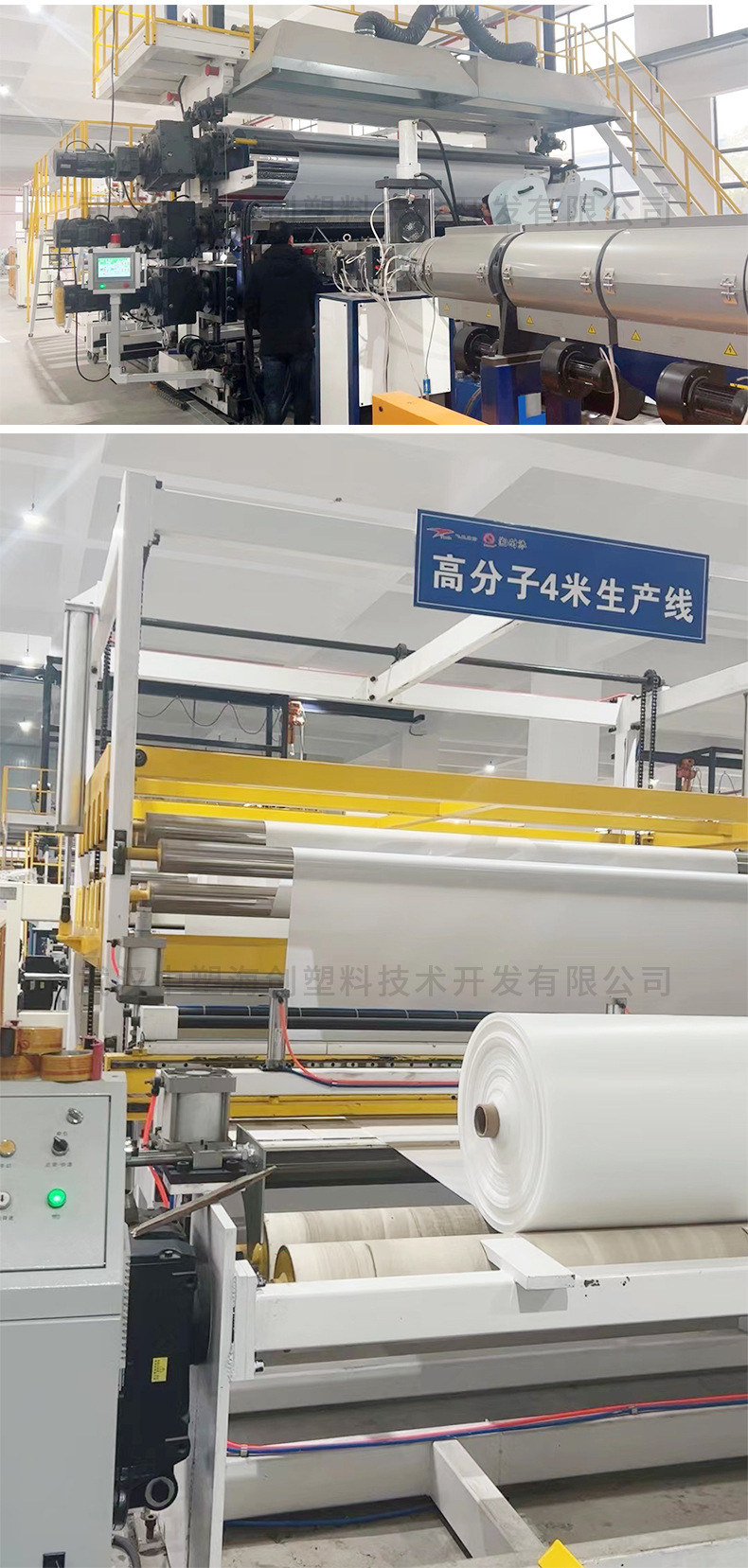
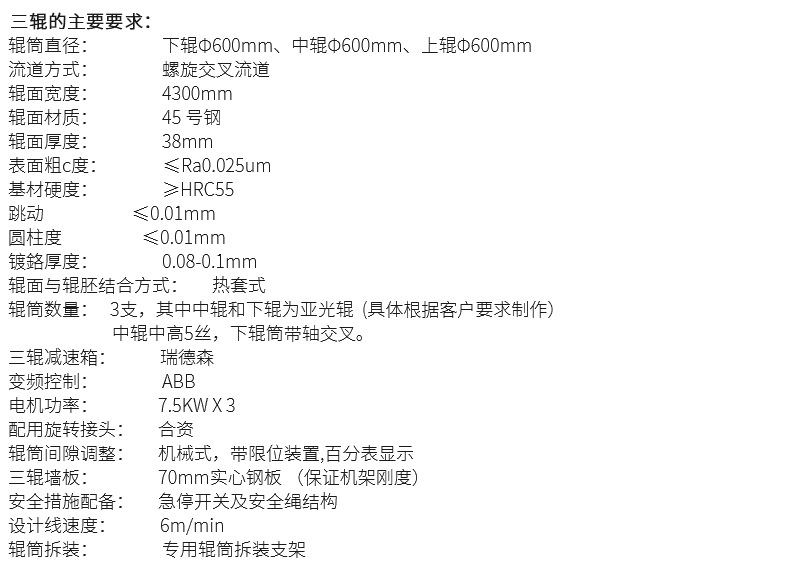
6、三辊压光机
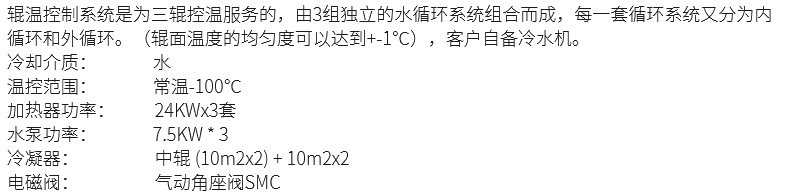
7、辊温控制系统
8、冷却辊组

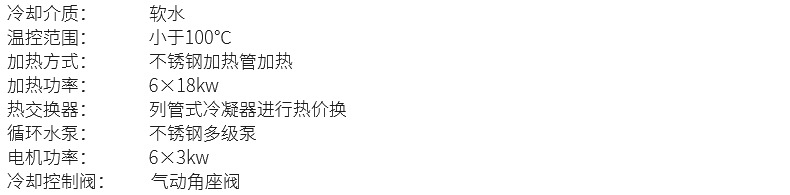
9、回路辊温控制系统(6组)

10、上覆布装置(面层)

11、下覆布装置(底层)
12、纵向切边及冷却托架

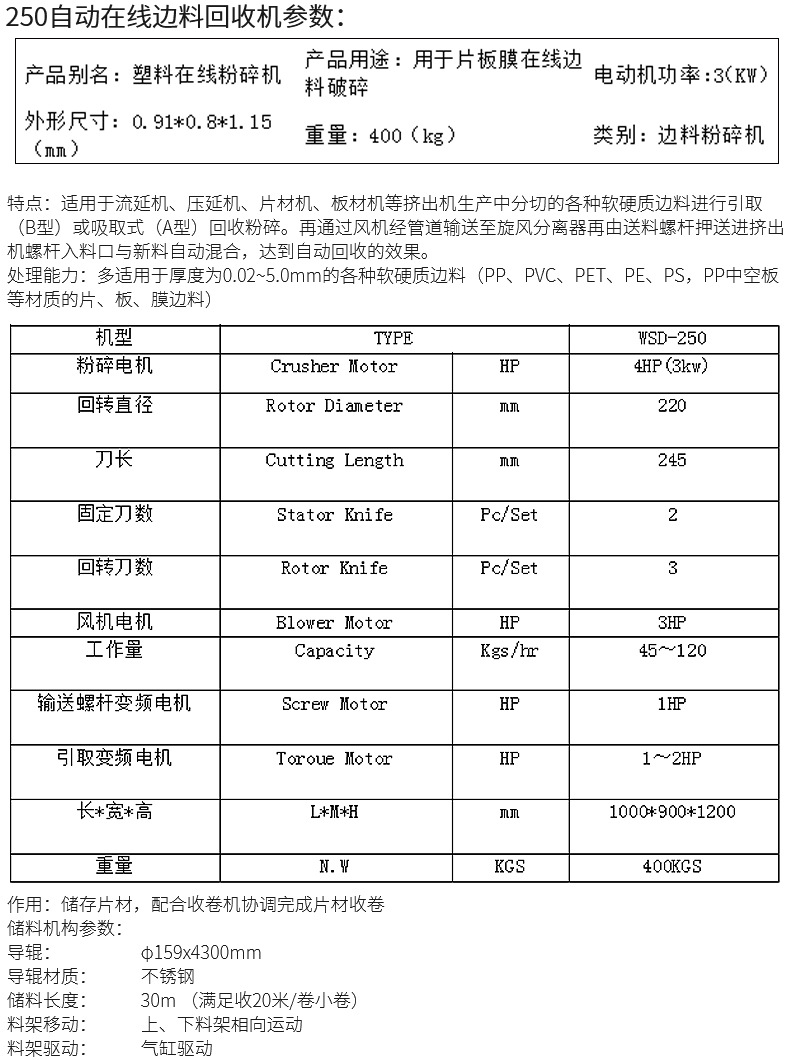
13、在线裁断破碎回收装置

14、储存机构
15、d一牵引机及横切装置